
Why Modern Rice Mills Prefer RGBW Color Sorter Machines
The rice processing industry is rapidly evolving with advanced automation and intelligent sorting technology. Modern rice mills are no longer focused only on production quantity — today, maintaining premium rice quality has become equally important.

This is one of the biggest reasons why the demand for advanced RGBW color sorter machine technology is increasing rapidly in modern rice mills.
Rice buyers and export markets now expect:
- Clean rice quality
- Uniform grain appearance
- Better grain purity
- Minimum defective grains
- Export-grade rice standards
Traditional sorting methods are no longer sufficient for these growing quality requirements. Modern rice mills now prefer intelligent sorting systems that provide higher accuracy, faster processing, and improved operational efficiency.
Manitech Instruments Pvt. Ltd. provides advanced RGBW color sorter machines designed for modern rice mills and premium basmati rice processing industries.
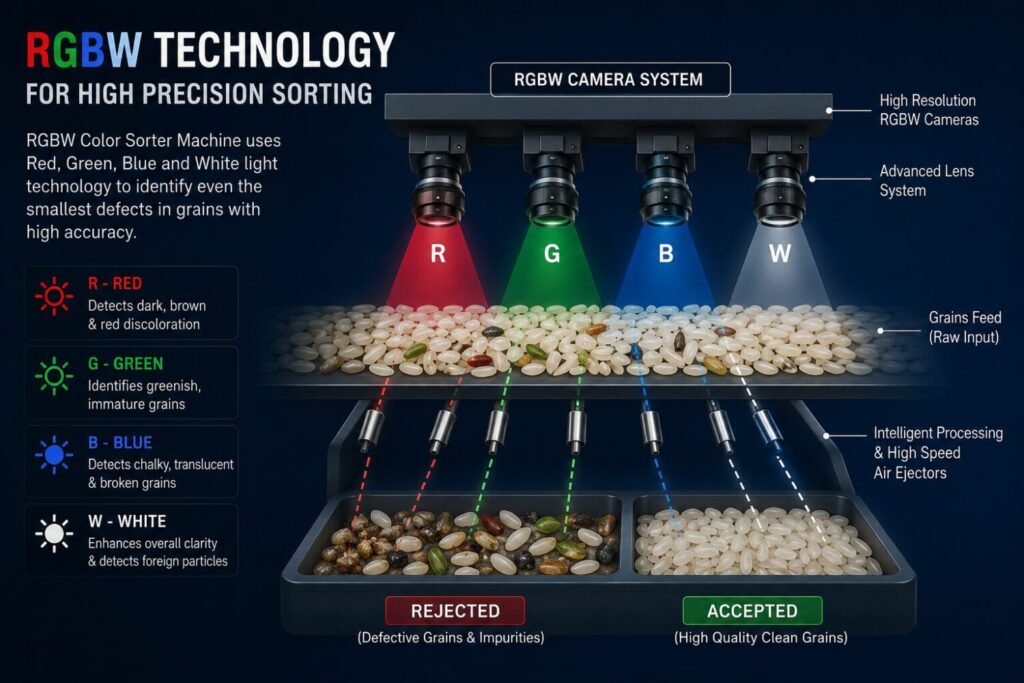
What Does RGBW Mean in a Color Sorter Machine?
RGBW stands for:
- R – Red
- G – Green
- B – Blue
- W – White
An advanced RGBW color sorter machine uses these color channels to analyze grains with higher precision and improved detection accuracy.
RGBW imaging technology helps identify:
- Discolored grains
- Yellow grains
- Black spots
- Broken rice
- Foreign particles
- Surface defects
The additional white light analysis improves visibility and grain inspection performance during rice sorting.
This is one of the major reasons why modern rice mills prefer advanced RGBW technology for premium basmati rice processing and export-quality rice production.
Manitech uses advanced RGBW sorting technology to help modern rice mills achieve better grain purity, improved rice quality, and higher operational efficiency.
Why RGBW Technology is Important in Rice Processing
Modern rice mills require highly accurate sorting systems capable of maintaining premium rice quality standards.
RGBW technology helps improve grain detection and sorting performance significantly.
Did You Know?
Even small grain defects in basmati rice can reduce export quality and market value.

This is why many rice mills are now upgrading to advanced RGBW color sorter machine technology.
RGBW systems provide:
- Better color detection
- Improved grain analysis
- Higher sorting accuracy
- Better output consistency
These advantages make RGBW technology highly suitable for modern rice processing industries.
How RGBW Color Sorter Machines Work
Modern RGBW color sorter machines use advanced optical systems and intelligent imaging technology to inspect every grain individually.
The sorting process works in multiple stages.
1. Grain Feeding System
Rice grains enter the machine through the feeding hopper.
The feeding system distributes grains evenly across the channels for smooth and accurate inspection.
Proper grain flow improves sorting efficiency and processing performance.
2. RGBW Camera Inspection
One of the most important parts of an RGBW color sorter machine is the advanced RGBW camera system.
The RGBW cameras scan every grain at high speed and analyze:
- Grain color
- Surface defects
- Shape variations
- Foreign materials
- Grain impurities
Even minor imperfections can be detected accurately using intelligent RGBW imaging technology.
3. Intelligent Optical Analysis
The system compares every grain with predefined quality standards.
If defective or discolored grains are detected, the machine instantly identifies them for rejection.
This intelligent analysis helps maintain:
- Better grain purity
- Improved rice quality
- Higher sorting precision
- Reduced defective output
Advanced RGBW color sorter machine technology helps rice mills maintain consistent rice quality during large-scale processing.
4. High-Speed Air Ejector System
Once defective grains are identified, high-speed air ejectors remove them automatically from the production line.
Compressed air instantly separates defective grains without disturbing good-quality rice.
This process happens within milliseconds and ensures premium-quality rice output.
Why Modern Rice Mills Prefer RGBW Color Sorter Machines
Modern rice mills need advanced technology capable of handling large production volumes efficiently.
An advanced RGBW color sorter machine provides several important benefits.
✔ Better Rice Quality
The machine removes defective grains with high precision.
✔ Improved Sorting Accuracy
RGBW imaging technology improves grain detection performance.
✔ Faster Processing Speed
Automated systems process rice efficiently with stable performance.
✔ Reduced Wastage
Efficient sorting helps reduce grain loss.
✔ Better Export Standards
Improved rice quality supports export-grade processing requirements.
This is why modern rice mills increasingly prefer RGBW sorting technology.
Why RGBW Technology is Important for Basmati Rice
Punjab is globally recognized for premium basmati rice production. Maintaining grain purity and appearance is extremely important in export-quality basmati rice processing.
Advanced RGBW color sorter machine systems help remove:
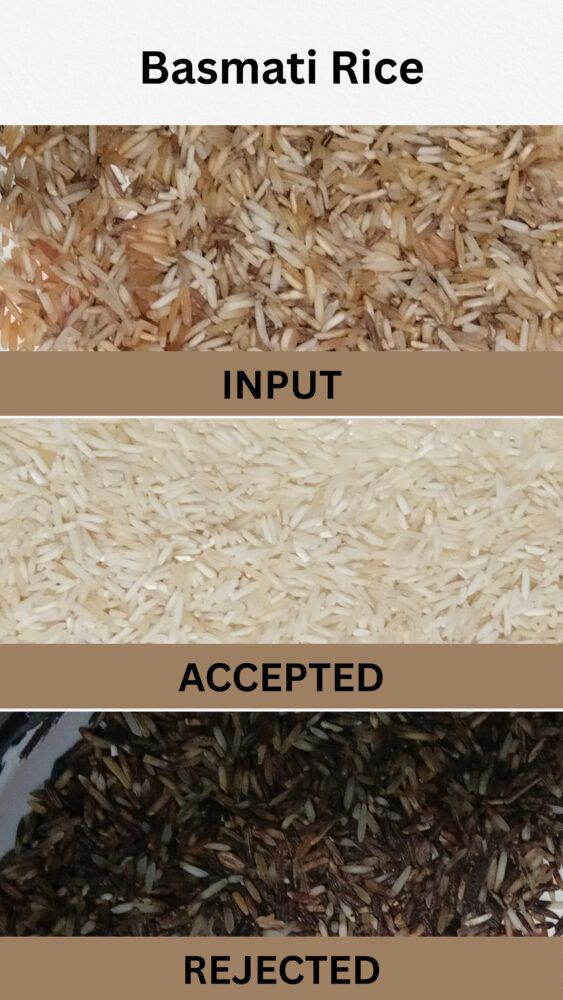
- Yellow grains
- Broken rice
- Black grains
- Foreign particles
- Defective grains
This improves grain purity and final rice quality significantly.
Modern basmati rice mills now depend heavily on advanced RGBW sorting technology for better consistency and export standards.
Problems Solved by RGBW Color Sorter Machines
Modern rice mills face several challenges during rice processing.
✔ Inconsistent Rice Quality
RGBW systems help maintain better consistency.
✔ Manual Sorting Limitations
Automated sorting reduces dependence on manual labor.
✔ Export Quality Issues
Improved grain purity helps maintain export standards.
✔ Grain Wastage
Advanced sorting reduces unnecessary grain losses.
✔ Slow Processing Speed
Modern systems improve processing efficiency significantly.
Advanced RGBW color sorter machine solutions help rice mills solve these problems more efficiently.
Why Modern Rice Mills Prefer Manitech
Modern rice mills require reliable technology, stable performance, and advanced sorting solutions.
Manitech Instruments Pvt. Ltd. focuses on providing intelligent rice sorting systems designed for modern rice processing industries.
Manitech machines are equipped with:
- Advanced RGBW imaging systems
- Intelligent optical sorting technology
- High-speed grain inspection
- Efficient air ejector systems
These features help rice mills improve grain quality, reduce wastage, and increase operational efficiency.
Many rice mill owners now prefer Manitech for advanced RGBW color sorter machine solutions and premium rice processing applications.
👉 Learn more about Manitech solutions here:
https://manitech.in/rice-color-sorter-machine/
Benefits of Using RGBW Color Sorter Machines
Using advanced RGBW sorting technology provides several important business advantages.
✔ Better Grain Purity
Defective grains are removed with high accuracy.
✔ Higher Production Efficiency
Automated systems improve processing speed.
✔ Reduced Operational Cost
Reduced labor dependency helps lower operational expenses.
✔ Better Market Value
Premium-quality rice improves customer trust and pricing.
✔ Improved Profitability
Better quality and reduced wastage increase business profitability.
Modern RGBW color sorter machine technology is becoming an essential investment for modern rice mills.
The Future of Rice Sorting Technology
The rice processing industry is continuously moving toward automation and intelligent quality control systems.
Modern rice mills now require:
- Advanced sorting technology
- Better grain quality control
- Faster processing systems
- Reduced operational losses
- High-efficiency automation
This is why advanced RGBW color sorter machine systems are becoming increasingly important in the rice processing industry.
Manitech continues to provide advanced rice sorting solutions designed for modern rice mills and premium basmati rice processing industries.
Conclusion
Modern rice mills require advanced technology to maintain rice quality, efficiency, and profitability in competitive markets.
An advanced RGBW color sorter machine helps improve grain purity, reduce wastage, and achieve premium-quality rice processing standards.
With intelligent RGBW imaging technology and reliable performance, Manitech Instruments Pvt. Ltd. continues to support modern rice mills with advanced rice sorting solutions designed for premium rice processing applications.
🔥 FAQ SECTION
Q1. What is an RGBW color sorter machine?
An RGBW color sorter machine is an advanced optical sorting system that uses RGBW imaging technology to detect and remove defective grains automatically.
Q2. Why do rice mills prefer RGBW color sorter machines?
They provide better grain detection, improved sorting accuracy, reduced wastage, and better rice quality.
Q3. Is RGBW technology suitable for basmati rice processing?
Yes, RGBW technology is highly suitable for maintaining export-quality basmati rice standards.
Q4. How does RGBW technology improve rice sorting?
RGBW imaging technology improves grain analysis and helps identify defective grains with high precision.